
Innholdsfortegnelse
Nr. 8. Reparasjon av hovedvannledning
Formål
Dette VA/Miljø-blad gir oversikt over metoder for reparasjon av lekkasjer og brudd på hovedvannledninger.
De vanligste skadetypene for følgende rørmaterialer er beskrevet:
- Grått og duktilt støpejern.
- Stål (legert(rustfritt/syrefast), ulgert(karbonstål)).
- PVC-U, PE og GRP (GUP).
- Betong (spennarmert).
- AC (Asbestsement).
Vannledninger kan være preisolert. Isolasjonen skal utbedres ved reparasjonen.
Typer brudd/lekkasjer som bladet omfatter:
Rør/rørdeler: Hull pga. korrosjon, sprekk, tverrbrudd etc.
Rørskjøt: Tetning/ tetningsringskader. Utglidd spissende/forskjøvet i muffe.
Valg av reparasjonsmetode, utforming og mekanisk styrke skal ta utgangspunkt i funksjonskrav og krav til teknisk levetid.
Begrensninger
Bladet tar ikke for seg framgangsmåter for reparasjonsarbeidet.
Funksjonskrav
For det reparerte røret stilles det funksjonskrav for følgende parametre:
| Parameter | Krav |
| Tetthet: | Som for hovedledning. |
| Vannkvalitet: | Materialer i reparasjons- delene skal være godkjent for drikkevann. |
| Driftssikkerhet (sannsynlighet for brudd/ lekkasjer på reparasjonsstedet) | Varig reparasjon: Som for ny ledning. Midlertidig reparasjon: Skal holde i minst 2 år. |
For en varig reparasjon skal det velges rør, rørdeler og utførelse med kvalitet som en ny ledning. Reparasjonsarbeidet skal også utføres på en slik måte at ikke den reparerte rørledningen svekkes.
Midlertidige reparasjoner kan være aktuelt når rørledningen skal fornyes, skiftes ut i løpet av 1 – 2 år. For slike reparasjoner kan en gjøre noen forenklinger. Dette må avgjøres av ledningseier i hvert enkelt tilfelle.
Løsninger
REPARASJONSMETODER
OVERSIKT OVER METODER
Aktuelle skadetyper:
- Tverrbrudd.
- Korte revner.
- Rusthull.
- Langsgående brudd.
- Utsprunget flak.
- Delaminering o.l.
Følgende reparasjonsmetoder er mest aktuelle:
Ved hull pga. korrosjon, erosjon, sprekker og tverrbrudd:
- Vanlig reparasjonsmuffe eller av typen bandasjemuffe.
- Nytt rør, ved innkapping og bruk av løpemuffer.
- Sveising for rør av ulegert og legert stål, PE-materiale.
Ved skadet flenspakning, eller tetningsring i muffeskjøt:
- Husk at både tetningsring og flenspakning kun skal brukes en gang. Både tetningsring og eventuell flenspakning skal skiftes ut ved reparasjon.
Ved skadet flens eller muffe:
- Den aktuelle muffe eller flensskjøt skiftes ut ved innkapping og erstattes med en ny skjøt.
Ved utglidd spissende i muffe:
- Innskyvning av spissende i muffe og etablering av god forankring, slik at ikke ny lekkasje oppstår. NB! Muffen skal rengjøres og ny tetningsring skal legges på plass.
Ved for stor avvinkling i muffeskjøt:
- Reduksjon av vinkelavviket i skjøt.
- Full ombygging av skjøt.
- Innkapping og etablering av flere muffeskjøter for å redusere avvinkling.
BESKRIVELSE AV REPARASJONSMETODENE
De mest aktuelle reparasjonsmetodene er kort beskrevet i det følgende:
BRUK AV REPARASJONSMUFFE
I dag har vi 2 typer:
- Den tradisjonelle to- eller tredelte, med tilhørende pakning og 6-kantskruer (ofte kalt bolter) for å etablere tetning mellom rør og muffe. Materiale er vanligvis duktilt støpejern.
- Reparasjonsmuffe av bandasjemuffetypen, med rillet eller vaffelmønstret tetningsgummi mellom rør og muffe, i hele rørets omkrets og muffens lengde. Se figur 1. Halvdelene klemmes sammen ved tiltrekking av 6-kantskruene, vanligvis 3-5 skruer på hver side. Antallet er avhengig av muffens byggelengde og rørmateriale. Sikkerhet mot lekkasje øker med byggelengde og antall skruer. Skruene skal tiltrekkes med en momentnøkkel og etter produsentens anvisning. Bandasjemuffens
materiale er vanligvis legert stål, syrefast AISI 316. Korte reparasjonsmuffer for korrosjonshull og korte sprekker etc. Lengre reparasjonsmuffer for tverrbrudd, plastrør etc. Absolutt minste byggelengde på hver side av lekkasje er 100 mm. Minimum byggelengde for bandasjemuffer er L= 300 mm eller DN (OD), hva enn som er størst.
Konstruktive krav til bandasjemuffer:
- En røromsluttende riflet eller vaffelmønstret syntetisk gummipakning i hele muffens lengde. EPDM-gummi eller annen syntetisk kvalitet med like gode aldringsegenskaper. I oljeholdig grunn, NBR-gummi.
- Alle metalldeler i klammeret skal være i syrefast AISI 316 kvalitet. Skruer i A4 kvalitet og minst M14, helst M16. Selve klammerets platetykkelse skal være minst 1,0 mm, helst 1,2 mm.
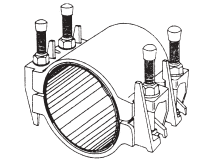
Figur 1. Vanlig reparasjonsmuffe av bandasjemuffetypen.
NYTT RØR/INNKAPPING (ERSTATNING FOR SKADD ELLER KORRODERT DEL AV RØR)
Tetting av større hull eller sprekker:
Den skadde delen av røret kappes ut og erstattes med nytt rør, vanligvis en tilpasset rørkapp uten muffe. Skjøtes normalt inn ved hjelp av løpemuffer. Vanligvis har eksisterende rør og nytt rør samme utvendige diameter.
Ved forskjellige ytre diametre må man bruke spesialrørdeler som tillater dette. Vanligvis mufferørdeler med spesiell utformet tetningsring og støttering (gland) med skruetiltrekning, for å oppnå tetthet. Det vil si ingen hydraulisk tettende skjøt. Se figur 2.
Det er derfor svært viktig at produsentens monteringsanvisning følges i detalj og at det oppgitte tiltrekkingsmomentet sikres ved bruk av momentnøkkel.
For PE-rørledning er det ikke uvanlig at eksisterende rør har fått større utvendig diameter enn nytt rør med samme DN/OD. Spesielt opptrer dette ved DN/OD > 355 og ved lav sikkerhetsfaktor, f.eks. C = 1,25, etter NS-EN 12201 standarden. Dette skyldes den såkalte ”ballongeffekten”, se pkt. 4.3.4.
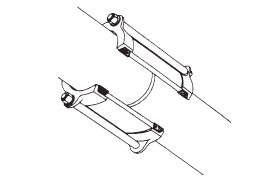
Figur 2. Eksempel på universalmuffe (løpemuffe) til bruk på skjøter med forskjellige diametre. Slike universalmuffer finnes i mange varianter.
METALLISKE RØR (KARBONSTÅL) OG REPARASJONSMETODER
- Små korrosjonshull: Kan tettes ved å legge på en punktsveis.
- For større hull: Ved innkapping og påsveising av en ny rørkapp (rørkapp uten muffe). Problemet er å pålegge sveisen en god korrosjonsbeskyttelse innvendig. Utvendig anbefales det å bruke en sinkrik maling, som overmales eller beskyttes med et belegg, en tape, eller lignende. Derfor velges vanligvis å kappe ut den skadede del av røret. Nytt rør korrosjonsbeskyttes og innmonteres ved hjelp av syrefaste bandasjemuffer med god lengde og evne til å oppta skjærkrefter ved setninger, jordlast og trafikklast. Mindre skadede partier kan også repareres med en tilstrekkelig lang bandasjemuffe, minst 100 mm lengre enn skaden på hver side.
REPARASJON AV SKADET TETNING I MUFFESKJØT
Muffeskjøt med blytetning(grått støpejern):
Blyet som er ”blåst” ut, erstattes med nytt bly som «dikkes» på plass. For å holde blyet på plass kan det settes på en støttering (gland), eventuelt med gummi tetningsring og støttering.
Alternativ: Den faste muffa skjæres bort og erstattes med en rørkapp og løpemuffer/reparasjonsmuffer/ universalmuffer.
Alle typer skjøter med tetningsring (muffe):
Eget reparasjonsklammer som presser en ny tetningsring inn mellom muffe og spissende, ved hjelp av en støttering og skruer. Se figur 3.
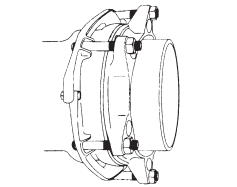
Figur 3. Klammer for reparasjon av skadet tetning i muffeskjøt.
EKSISTERENDE MUFFESKJØT ERSTATTES
Hvis en muffe er så skadet at en ny tetningsring ikke vil tette:
- Den faste muffen kuttes bort og erstattes med en tilpasset rørkapp.
- Over skjøtene monteres løpemuffer/ universalmuffer eller bandasjemuffer i syrefast stål. Se 4.2.1. Maks avstand mellom rørendene skal ikke være større enn 20 mm. Nytt rør og rørenden i eksisterende rør skal korrosjonsbeskyttes. Det er også svært viktig at det indre driftstrykket i røret ikke direkte belaster selve bandasjemuffen på en større aksiell bredde enn 20 mm i hver skjøt.
INNSKYVNING AV UTGLIDD SPISSENDE I BEND
Denne typiske skade for muffebend utbedres slik:
- Nye pakninger settes på og bendet skyves på plass.
- Forankringen utbedres slik at ny skade forebygges.
TILTAK MOT FOR STOR AVVINKLING I MUFFESKJØT
Er vinkelendringen i en muffeskjøt for stor, vil ikke gummipakningen tette.
Mulige tiltak:
- Utkapping og innsetting av spesialrørdel (universalmuffe med mulighet for vinkelavvik).
- Utkapping og innsetting av bend.
- Utkapping og etablering av flere muffeskjøter.
- Omlegging av en del av ledningen slik at avvinklingen i den lekke skjøten blir tilstrekkelig redusert.
- Montering av klammer for reparasjon av skadet tetning i muffeskjøt: Se figur 3. Denne metoden forutsetter at vinkelavviket er så lite at det blir plass til ny tetning.
SPESIELLE REPARASJONSMETODER UTFRA RØRMATERIALE OG METODER
Her gis en oversikt over mest brukte reparasjonsmetoder for de vanligste rørmaterialene.
GRÅTT OG DUKTILT STØPEJERN
Grått støpejern er sprøtt og eksisterende rør er vanligvis påvirket av korrosjon. Vesentlig overflatekorrosjon. Korrosjonsproduktene er harde og faller ikke av. Derfor kan et sterkt korrodert rør visuelt se bra ut. Men slår man på røret kan det falle sammen. Korrosjonsproduktene har altså en ganske stor reststyrke. Reparasjonsmetodikk skal derfor vurderes nøye. Grunnforhold etc. betyr mye. Alder mindre. Ved brudd kan det oppstå store lekkasjer (Flakbrudd). Derfor anbefales det å bruke vanlige rep-muffer av duktilt støpejern, 2 eller 3-delte, avhengig av DN. Bandasjemuffetypen anbefales ikke brukt pga. faren for overbelastning på muffen. Alternativt brukes innkapping av nytt rør og løpemuffer (ev. universalmuffer, for dimensjonsforskjell/avvinkling)
Duktilt støpejern er seigt. Korrosjon er et problem, opptrer vanligvis som punktkorrosjon, men også overflatekorrosjon.
Avhengig av korrosjonsbeskyttelse og grunnforhold, omfyllingsmasser. På grunn av korrosjonshull og ikke utsprugne flak og tverrbrudd egner bandasjemuffen seg godt til reparasjon. Korrosjonsproduktene er løse og faller som regel av. Visuell kontroll er derfor brukbart for tilstandskontroll. Innkapping av nytt rør og løpemuffer er et alternativ.
ULEGERT OG LEGERT STÅL
Tidligere ble stål brukt vesentlig ved høyt trykk og DN ≥ 400, hvor grått støpejern hadde problemer. Fra 1960-70 årene, hvor duktilt støpejern kom i bruk, har bildet forandret seg. Duktilt støpejern leveres i dag opp til DN 2000 og for PN ≤ 100 bar. Ulegert stål krever, på samme måte som duktilt støpejern, en god innvendig og utvendig korrosjonsbeskyttelse. Reparasjonsmetoder for stål er mye av det samme som for duktilt støpejern. Se 4.3.1.
I tillegg kommer sveisbarheten. Små korrosjonshull kan repareres med punktsveising og større hull med renkapping av hullet og påsveising av krumme platebiter. Alternativt innkapping av nytt rør og løpemuffer (ev. universalmuffer).
Korrosjonsproduktene er løse og faller av, slik at en visuell tilstandskontroll er brukbar for å avsløre tilstanden.
I tillegg er både vanlige reparasjonsmuffer og bandasjemuffer brukbare. For ulegert stål er korrosjonsbeskyttelse helt avgjørende for levetiden.
Legert stål repareres som ulegert stål. Det finnes 2 typer rustfritt; AISI 304 og syrefast AISI 316. Helst bør syrefast velges ved nedgraving, men man skal være oppmerksom på at også disse korroderer dersom ikke luft kommer til og et oksydlag dannes på røret.
Reparasjonsmetode er som for ulegert stål, men korrosjonsbeskyttelse er ikke lenger så nødvendig. Må vurderes i hvert enkelt tilfelle, utfra grunnforhold, omfyllingsmasser, materialer i kontakt med hverandre (galvanisk korrosjon) og behandling under transport, lagring og legging.
PVC-U
PVC-U er et sprøtt materiale og ved brudd oppstår det ofte flak og store lekkasjer.
Det anbefales derfor å renskjære endeflatene og tilpasse ny PVC rørkapp og bruke løpemuffer i skjøtene.
Er skadene på røret begrensede kan man bruke en reparasjonsmuffe for PVC-U rør og med lengde som dekker minimum 100 mm utenfor skaden.
Eventuelle sprekker i PVC-U materialet må fjernes, skjæres bort eller begrenses ved å bore et tilstrekkelig stort hull i sprekkens endepunkt. Det er viktig at reparasjonen kan oppta skjærkrefter ved setninger etter oppgraving.
POLYETYLEN
Mest aktuelle metoder
Polyetylenmaterialet er seigt og de fleste skader og brudd oppstår ved punktlaster og ved skader påført under graving, legging etc.
Andre årsaker er dårlig eller ikke utført fjerning av det utvendige oksydbelegget ved sveising. Generelt dårlig utført sveisearbeid, hva angår sveiserutiner (temperatur, fuktighet, støvpartikler, rengjøring, sveisetid, avkjølingstid, oppspenning av skjøt, eller bruk av ikke kalibrerte sveisemaskiner etc.).
Elektrosadel, reparasjonsmuffe
Dersom skaden på røret er begrenset kan det brukes en reparasjonssadel som sveises på røret som en elektrodel.
Dersom elektrosveis ikke er mulig kan det brukes en reparasjonsmuffe av typen ”bandasjemuffe”, i syrefast stål, se pkt. 4.2.1.
Innkapping av rørkapp
Dersom skaden på PE-røret har en viss utstrekning og reparasjonssadel/muffe ikke er mulig, vil utkapping av det skadde røret og erstatning av denne med et nytt rør (rørkapp) være en løsning.
For sjøledninger eller andre ledninger utsatt for strekk, vil en reparasjonsmuffe gi for liten strekkstyrke og varmforsinkede løsflenser og PE-krager eller elektromuffer anbefales ved innkapping av nytt rør. Dersom det er fare for skjærkrefter i punktet må styrerør vurderes.
For DN ≥ 400 og bruk av PE-rør med lav sikkerhetsfaktor, som f.eks. C= 1,25, oppstår ”ballongeffekten”, dvs. rørets ytterdiameter øker og kan gjøre det vanskelig med sveising (både speilsveis og elektromuffesveis). For elektromuffesveising finnes det elektromuffer som ivaretar denne problematikken og en må sørge for å bruke slike løsninger dersom en skal sveise på (større) dimensjoner av PE (som i lengre tid har vært trykksatt).
Alternativet er å bruke 2 stk. strekkfaste mekaniske koblinger, som er egnet til reparasjoner (ivareta dimensjonsforskjeller, avvinkling etc.).
GRP (GUP)
Mest aktuelle metoder
- Reparasjonsmuffe, se figur 2. Egnet for tverrbrudd og korte sprekker.
- Nytt rør, skadd rør kappes ut og erstattes. Når nytt og gammelt rør har lik utv. diameter, kan det brukes løpemuffe (spesialbygd for GRP) eller spesial reparasjonsmuffe, egnet for større brudd/sprekker.
- Laminerte skjøter mellom nytt og gammelt rør, med styrke til å oppta skjærkrefter ved setninger.
BETONG (SPENNARMERT)
Mest aktuelle metoder
- Reparasjonsmuffe, se figur 1. Egnet for tetting av små hull o.l.
- Nytt rør, skadd rør kappes ut og erstattes. Nytt og gammelt rør kan ha forskjellig utvendig diameter, og i så fall kan det være nødvendig å bruke løpemuffer med støtteringer på hver side av muffen, se figur 2.
- Reparasjonsklammer for reparasjon av muffer med skadet tetningsring, se figur 3.
Brudd/lekkasjer på spennarmerte betongrør kan være sterkt avhengig av rørets konstruktive utforming, f. eks. i skjøtene. Kommuner som har slike rør, anbefales å innhente råd om reparasjon fra rørprodusenten allerede når ledningen er ny.
Pga. dårlig lagerhold hos produsenter av slike rør, anbefales det å kjøpe inn noen rørlengder ekstra.
ASBESTSEMENT
Mest aktuelle metoder
- Reparasjonsmuffe, se figur 1. Kan være egnet for tverrbrudd.
- Nytt rør, skadet rør kappes ut og erstattes. Når nytt og gammelt rør har lik utvendig diameter, kan det i skjøtene for det nye røret brukes:
- Løpemuffe med eller uten støtteringer, se figur 2.
- Reparasjonsmuffe, se figur 1.
Dette er den vanligste reparasjonsmetoden for større brudd/sprekker.
Arbeidstilsynet har strenge krav til personsikring ved arbeid som kan gi asbeststøv i lufta, f.eks. kutting av asbestsementrør. Se ”Forskrift om Asbest” (26.04.2005) /3/. Støvmengden kan reduseres ved å fjerne den skadde rørlengden slik at en hel rørlengde kan skiftes ut. Det anbefales å kutte rør med vannskjæreverktøy, for å unngå asbeststøv.
- Reparasjonsklammer for reparasjon av muffer med skadet tetning, se figur 3.
Rør av asbestsement kan være svekket av tæring, og det skal derfor velges lange reparasjonsmuffer av bandasjemuffetypen, som gir jevnt fordelt last.
PREISOLERTE RØR
Alle rørtypene nevnt her kan være preisolerte mot frost.
Reparasjon av preisolerte rør skjer i to steg
- Reparasjon av selve rørledningen.
- Reparasjon av isolasjonsbelegget.
Produsentene av rørisolasjon har egne reparasjonssett, og det anbefales å bruke disse og følge bruksanvisning nøye.
VALG AV REPARASJONSMETODE
I de foregående kapitlene beskrives de aktuelle reparasjonsmetodene.
Valg av reparasjonsmetode avhenger av følgende forhold:
- Skal reparasjonen være varig eller midlertidig, se kapittel 3.
- Hvordan vil de aktuelle reparasjons- metodene gi et sterkt nok rør til å tåle de kreftene som sannsynligvis utløste brud det (utvendig korrosjon, setninger etc.).
- Arbeidssikkerhet.
- Vær- og temperaturforhold.
- Hvordan kan ledningen rengjøres/desinfiseres etter reparasjon.
- Reparasjonstid/varighet for driftsavbrudd.
- Skal det tas ut rørprøve for nærmere undersøkelse.
- Kostnader.
- Tetthetsprøving.
REPARASJONSBEREDSKAP
Mange ganger kan det være vanskelig å få gjennomført en reparasjon på en tilfredsstillende måte. For å lette dette arbeidet anbefales det at den enkelte kommune/vannverk setter følgende tiltak i verk:
- Det utarbeides enkle skisser med beskrivelse av de reparasjonsmetoder som er aktuelle /1/.
- Det opprettes et eget lager for deler og verktøy nødvendig for reparasjon. Reservedelslageret kan inngå i det vanlige lageret. Interkommunalt samarbeid kan gi fordeler.
| Henvisninger: | Utarbeidet: | mai 1997 | Asplan Viak Sør | |
| /1/ | «Manual for the repair of distribution and trunk mains». Water Research Centre, Swindon, England 1994 | Revidert: | September 2018 | Norsk Rørsenter AS |
| /2/ | Oslo vann- og avløpsverk. VA-normer (om reparasjonsmuffer) | /3/ | Forskrift om Asbest, 26.04.2005 | |