
Innholdsfortegnelse
Nr. 97. Krav til PE-rør ved NoDig-utførelse
Formål
Dette VA/Miljø-blad anbefaler krav til industrielt produserte sirkulære PE-rør til bruk ved NoDig-utførelse. For generell kravspesifikasjon for rør av PE-materiale og beskrivelse av de ulike NoDig-metodene, henvises det til andre VA/Miljø-blad.
Følgende NoDig-metoder omfattes:
| PE-innføring | Utblokking |
 |
 |
| Horisontalboring i løsmasser |
Horisontalboring i fjell |
 |
 |
Begrensninger
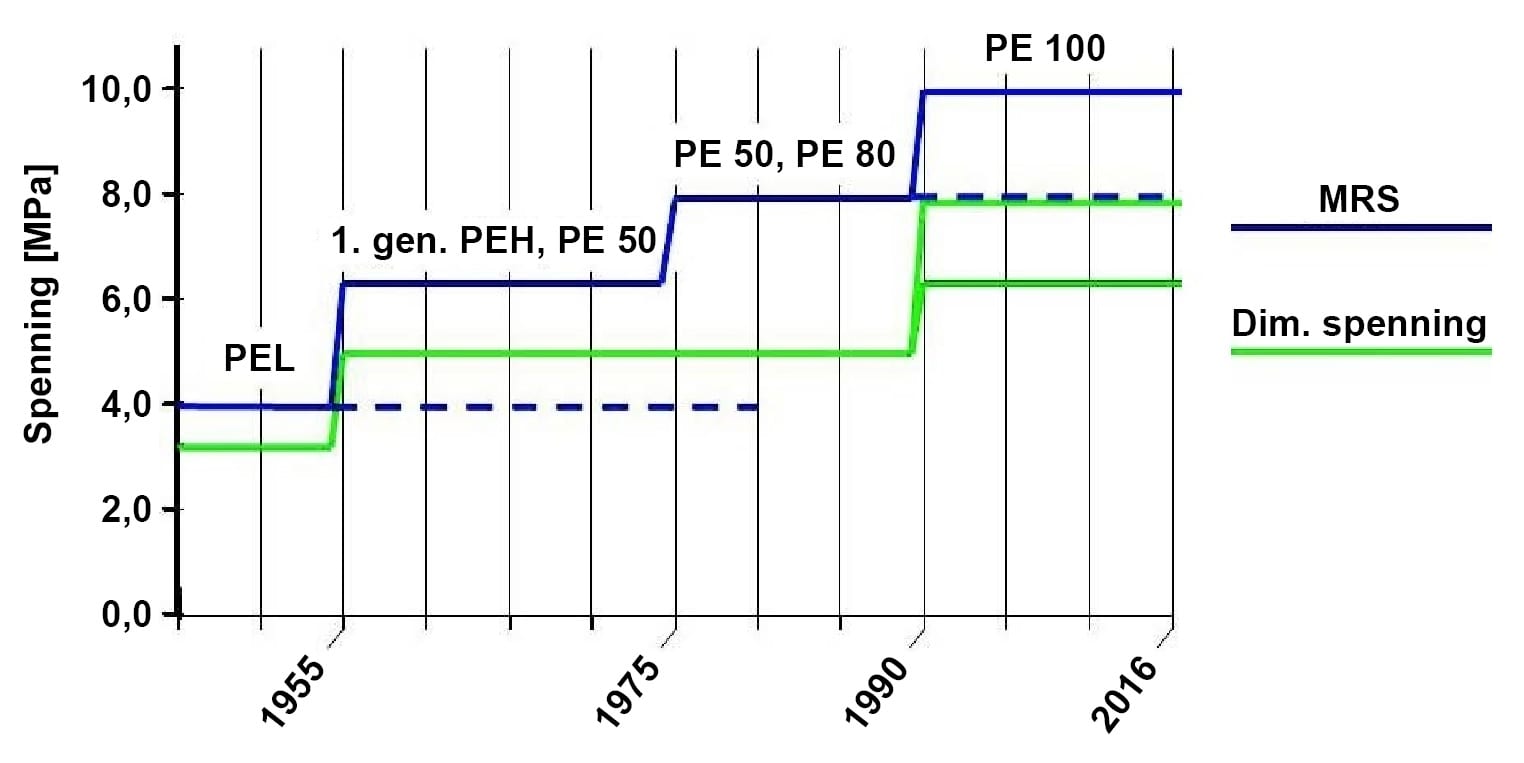
Figur 1. Utvikling av PE-rør.
Dagens PE-rør er et resultat av forskning og utvikling i over 60 år. Fra midt på 1990-tallet startet produksjonen med PE100-materialet, og dette materialet er i dag den normale rørkvalitet ved levering av PE-rør i rette lengder og ved rør på kveil. PE80-materialet er i dag faset ut av rørprodusentene. PE-rørene skal være produsert i henhold til NS-EN 12201, del 1, 2 og 3.
| Rørmateriale | PE 100 | |
| MRS (MPa) | 10,0 | |
| C | 1,25 | 1,6 |
| Dim.spenning σs (MPa) | 8 | 6,3 |
| SDR 26 | PN 6,3 | PN 5 |
| SDR 17 | PN 10 | PN 8 |
| SDR 13,6 | PN 12,5 | PN 10 |
| SDR 11 | PN 16 | PN 12,5 |
| SDR 9 | PN 20 | PN 16 |
| SDR 7,4 | PN 25 | PN 20 |
Tabell 1. Sammenhengen mellom SDR-verdi, trykklasse i bar (PN) og sikkerhetsfaktor for PE 100.
MRS: Minimum Required Strenght (Minste nødvendige styrke/minimum bruddspenning).
σs: Dimensjonerende spenning, σs = (MRS)/C
C: Sikkerhetsfaktor (designfaktor).
SDR = DN / e
e: Rørets veggtykkelse [mm]
DN: Rørets utvendige diameter
Sikkerhetsfaktor (designfaktor), C: For PE-rør er C=1,25 laveste tillatte verdi, som kun tar hensyn til variasjoner i materialet og produksjonsprosessen. I Norge er det anbefalt å bruke sikkerhetsfaktor C=1,6. Dette inkluderer også en sikkerhetsfaktor for transport, håndtering, installasjon og 100 års drift.
Kvalitet: Rør og rørdeler skal oppfylle de tekniske bestemmelsene i NS-EN12201 og INSTA SBC (se www.insta-cert.net). Dette skal være kontrollert gjennom tredjepartskontroll bestyrt av Insta-Cert og produktene skal være merket med sertifiseringsmerket Nordic Poly Mark, eller tredjepartsverifisert til samme kvalitetsnivå.

Sertifiseringsmerket Nordic Poly Mark
PE 100+: Det kan stilles krav om at råvare til PE 100 står på PE 100+ Association sin ”PE100+ Quality Materials”-list. Dette er råvaretyper som er testet strengere enn minimumskravene i NS-EN 12201.
PE 100 RC: PE100 RC (Resistant to Crack) er eks-empel på videreutvikling av PE-materialet. Dette nyere materialet har større bestandighet mot sprekkvekst i rørveggen, og tåler dermed større utvendige punktbelastninger og riper i røroverflaten. Dette PE-materialet inngår ikke i nåværende standarder, men tilbys av produsenter.
For denne råvarekvaliteten er det mulig å produsere og levere PE 100 rør etter NS-EN 12201 merket med Nordic Poly Mark.
Funksjonskrav
Levetiden for et riktig prosjektert, installert og driftet PE-rør skal være minst 100 år. ”Dimensjonerende” levetid for et PE-trykkrør etter EN 12201 er 50 år. Røret skal i denne perioden tåle et konstant driftstrykk (PFA), hvor det er tatt hensyn til en gitt sikkerhetsfaktor/designfaktor, C = 1,25. I Norge er det anbefalt bruk av sikkerhetsfaktor C = 1,6 for blant annet å sikre en levetid på minst 100 år. Rørmaterialet skal være motstandsdyktig mot eventuelle aggressive stoffer i grunnen eller i avløpsvannet på en slik måte at rørets hydrauliske og strykemessige egenskaper ikke svekkes.
Løsninger
EGENSKAPER
LENGDEUTVIDELSE
PE100-materialet har en termisk temperaturutvidelseskoeffisient på 0,16 mm/m°C.
Eksempel: Et 100 meter langt PE100-rør får en teoretisk lengdeforkortelse på 32 cm ved en temperatursenking på 20 °C. Dette må ivaretas generelt ved prosjektering og installasjon, og spesielt med etablering av strekkfaste forbindelser i koplingspunkt, se kap. 4.4.4 – Forankringer.
BØYERADIUS
PE-rørets fleksibilitet kan utnyttes ved å bøye røret. Det må skilles på bøyeradius ved korttids-belastning (installasjon og buksèring), og langtidsbelastning (permanent bøyeradius ferdig installert).
Følgende formler anbefales for beregning av PE-rørets bøyeradius:
| Rørets funksjon | Korttidsbelastning | Langtidsbelastning |
| Trykkrør | 30 • DN | 60 • DN |
| Trykkløse rør | 30 • DN | 30 • DN |
Tabell 2. Anbefalt bøyeradius for PE100-rør.
Eksempel: Et DN 315 PE100-rør SDR 11 for vannforsyning, kan ha en bøyeradius på min. 9,5 meter under installasjon, og en bøyeradius på min. 19 meter ferdig installert.
Ved behov for mindre bøyeradius, må dette avklares med rørprodusenten.
TILLATTE STREKKREFTER
Det anbefales at de strekkrefter PE-røret blir påført under installasjon måles og dokumenteres. Maksimal tillatt strekkspenning for PE100-rør er 10,0 N/mm2. Eksempel: Et DN 315 PE100-rør SDR 17 har veggtykkelse, e = 18,7 mm, og kan da belastes med 174 kN, eller ca. 17,5 tonn.
SPESIALITETER
UTVENDIG BESKYTTELSESKAPPE
Røret skal ikke påføres ytre krefter, som kan medføre utvendige riper og skader over grenseverdiene, som settes til 10 % av rørets veggtykkelse (medierøret). Som en sikring mot dette, kan det benyttes PE-rør med utvendig beskyttelseskappe. Flere varianter er på markedet, men for å oppnå effektiv beskyttelse anbefales PP-kappe med min. tykkelse 2,0 mm (for DN110, økende kappetykkelse med økende DN). Beskyttelseskappen er fysisk og styrkemessig helt adskilt fra medierøret, og må fjernes lokalt før sammensveising av rør og ved montering av avgreninger.
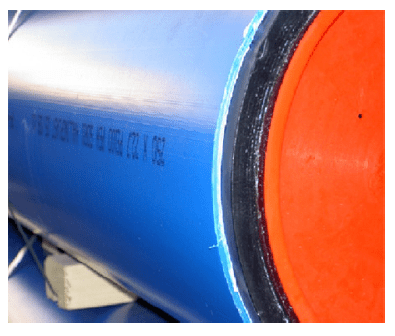
Bilde 1. PE-rør med PP-beskyttelseskappe.
DIFFUSJONSSPERRE
PE-materialet er i seg selv ikke diffusjonstett mot hydrokarboner i jordsmonnet. Det er eksempler på at drikkevann har fått smak/lukt av oljeprodukter eller ”myrsmak” i myrlendte områder med organisk jordsmonn. Ved installasjon av PE rør for drikkevann i forurenset grunn eller i myrlendte områder med organisk jordsmonn, må det vurderes diffusjonstett beskyttelse av PE-røret. Det finnes forskjellige typer kapper som er beregnet for dette formålet.
KVEILVOGN
I dimensjonene DN 110 – 180 kan PE-rør leveres på kveilvogn for SDR 7,4 – 17. Maks. lengde for DN 180 SDR 11 på en kveil er 170 meter. PE-røret produseres direkte ut på trommel, transporteres til anleggsstedet og man forenkler sveisearbeidet på anleggsstedet. I tillegg kreves kortere innføringsgrop. Ved lave temperaturer må som oftest rør og trommel forvarmes, for lettere å tromle ut PE-røret.
SLEPELENGDER
I alle dimensjoner og SDR-klasser kan PE-rør leveres som slepelengder, til anlegg i tilknytning til sjø/elv. PE-røret produseres direkte ut på sjøen, og slepes til anleggsstedet. Løsningen forenkler sveisearbeidet på anleggsstedet.
SVEISING
Speilsveising og elektromuffesveising av rør og rørdeler av PE skal utføres iht. NS 416, del 1 og 2, som bl.a. omfatter:
- Krav til sertifisert sveiseoperatør.
- Eksempel på sveiselogger.
- Kriterier for visuell bedømmelse av speilsveis og elektromuffesveis.
KRAV TIL SVEISEOPERATØREN
Sveiseoperatøren skal ha sertifikat iht. NS 416, utstedt fra ”Nemko Certification”, eller tilsvarende akkreditert institusjon.
KRAV TIL SVEISEUTSTYR
Sveisemaskin for speilsveising skal være kontrollert, kalibrert og godkjent etter reglene i DS/INF 70-6 og NS 416. Sertifisering og prøvingsrapport med oppdatert trykkarakteristikk skal foreligge fra en akkreditert institusjon. Sveisemaskinen skal være kontrollert i løpet av de siste 12 måneder. Sveiseparametere for aktuelle rør skal oppgis av rørprodusent.
Sveisemaskin for elektromuffesveising skal (om mulig) være godkjent av rørprodusenten/leverandøren av elektrosveisedelene.
KRAV TIL SVEISING I BESKYTTET MILJØ
All sveising skal, når forholdene tilsier det, foregå i telt, eller i en container, for å beskytte mot støv, vind og nedbør, samt sikre et godt arbeidsmiljø (bedre forutsetninger for å få en god sveis). PE- materialet er en dårlig varmeleder og eventuell forvarming av rørender tar lang tid. Krav til sveising ved lave temperaturer (ned mot – 15 oC) kan derfor kompenseres ved at sveisetiden (oppvarmingstid uten trykk) justeres noe opp for å få en bredere sveisevulst (innenfor anbefalt bredde). På samme måte kan man justere ned sveisetiden på en varm sommerdag fordi temperaturen i rørmaterialet er høy. Ved elektromuffesveising justeres sveisetiden automatisk ved bruk av kalibrert og godkjent sveisemaskin.
SPEILSVEISING
Normal sammenkopling av PE-rør i rette lengder utføres ved speilsveising på anleggsstedet. Ved speilsveising dannes en utvendig og innvendig sveisevulst. Utvendig sveisevulst anbefales fjernet, og da med spesialverktøy, for at røret utvendig skal være glatt og jevnt. Dette bidrar til å fjerne uønsket friksjon under installasjon. Innvendig sveisevulst kan fjernes med spesialverktøy, men det er en risiko for å skade røret innvendig under operasjonen. I og med at innvendig sveisevulst kun har marginal betydning for trykktap i trykkrør, anbefales ikke innvendig vulstfjerning. Kun for selvfallsledninger med ledningsfall < 5 ‰, kan det være aktuelt å fjerne innvendig sveisevulst, for å unngå hindring for partikler i avløpsvannet.


Bilde 3 og 4. Speilsveising i sveise-container.
ELEKTROSVEISEDELER
Elektrosveisedeler har muffer/flater med innlagte varmetråder, som smelter og sveiser sammen materialene. Produkteksempler er elektromuffer, bend,dimensjonsoverganger og sadelgren/T-rør. For å sikre mot feil utførelse anbefales elektrosveisedeler levert av rørprodusent, eventuelt anbefalt av rørprodusent. Det skal alltid benyttes elektrosveisedeler som har lik SDR-klasse som røret, evt. sterkere (lavere klasse), om det sveiseteknisk er mulig (pga. varmeutvikling).

Bilde 5. Sammenkopling av PE-rør/stj.-flens, ved bruk av elektromuffe og PE-krage/-løsflens.
TEKNISKE LØSNINGER
BUKSÈRING
Ved buksèring av rør under sveisearbeid og installasjon, skal det benyttet underlagsmateriale/ruller, for å beskytte mot ytre rørskader.

Bilde 6. PE-røret beskyttes mot ytre skader.
INNFØRINGSGROP
Krav til minste tillatte krumningsradius på PE-rør tilfredsstilles ved følgende beregninger av nødvendig størrelse på innføringsgrop, der L er innføringsgropens lengde og H er innføringsgropens dybde, mens DN er rørets utvendige diameter:
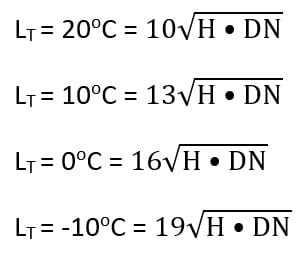
Normalt anbefales minimum lengde som for T = 10 °C.
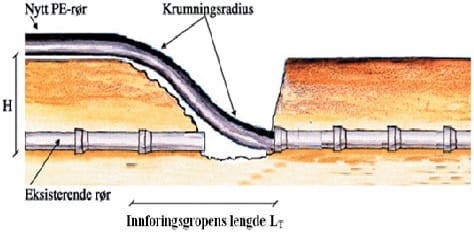
Figur 2. Innføringsgrop.
SAMMENKOPLING
Sammenkopling av PE-rør, eller kopling av PE-rør til andre rørmaterialer, skal utføres på følgende måter:
| Funksjon | Prinsipp for sammenkopling |
| Trykkrør: |
|
| Trykkløse rør: |
|
| Generelt: |
|
Kopling av PE-rør til kummer:
| Vannverkskum: | 1) Kopling til utvendig støpejernsflens, hvor forankring er ivaretatt i kumvegg. |
| 2) Vanntett kumgjennomføring og kopling til støpejernsflens i kum, som er forankret i kumbunn. | |
| Avløpskum: | 1) Kopling til utvendig støpejernsflens, hvor forankring er ivaretatt i kumvegg. |
| 2) Vanntett kumgjennomføring med forankring i kumvegg. |
FORANKRING
En ferdig installert PE-ledning anbefales en stabiliseringstid på 1 døgn, før arbeider med tilkoplinger, sammenkoplinger og forankringer igangsettes. Dette bidrar til å utligne temperaturer og bevegelser i materialet.
Generelt skal PE-ledninger forankres mot lengdeutvidelse/-kontraksjon. For trykkledninger skal det i tillegg forankres mot hydrauliske krefter.
Anbefalte forankringsprinsipp:
| Lokalisering | Forankringsprinsipp |
| Trykkrør: | |
|
Alltid strekkfast forbindelse, ofte i tilknytning til kum. |
|
Forankring dimensjoneres, for å sikre mot uønskede krefter på stikkledning. Kan sløyfes ved høy friksjon på hovedledning. |
|
Forankring dimensjoneres. |
|
Fra og med 45°⁰ PE-bend PN 10, dimensjoneres / utføres forankring. |
| Trykkløse rør: | |
|
Alltid strekkfast forbindelse, ofte i tilknytning til kum. |
|
Forankring dimensjoneres, for å sikre mot uønskede krefter på stikkledning. |
ANBORINGER/AVGRENINGER
For tilkopling av stikkledninger, anbefales elektrosveisedeler. Et enhetlig materialvalg vil sikre tette og gode løsninger.
For avløpsrør kan det benyttes sadelgrenrør, men da typer med god vanntetthet.

Bilde 7. Avgrening på helsveiset PE-rør, ved bruk av T-rør og elektromuffer.
INNSTØPING
Innstøping av PE-rør er aktuelt ved forankringer og tilkopling til kummer, og tre forhold omtales:
- Under støpeprosessen utvikles varme, PE-materialet utvider seg og etter utherding oppstår en spalte mellom PE-rør og betong (Det er ingen heft mellom PE-materialet og betong).
- PE-trykkrør utvider seg diametralt etter noen års drift, avhengig av driftstrykket. Ved innstøping av PE-trykkrør må denne ekspansjonen sikres, ved montering av elastisk gummipakning i hele trykkrørets overflate mot betong.
- Dersom det er krav om vanntetthet ved innstøping av PE-rør, eksempelvis ved kumgjennomføringer, må det monteres egnet gummipakning for dette.
OVERGANG MELLOM FASTE OG LØSE MASSER – STYRERØR
Ved overgang fra faste til løse grøftemasser, eksempelvis ved kum/forankringskloss, kan ujevne setninger i løsmassene gi store påkjenninger på PE-kragen/PE-røret. I slike tilfeller anbefales flensetilknytning med varmforsinket styrerør, for å fordele belastningen.

Bilde 8. Flensetilknytning til kum med varmforsinket styrerør.
ANBEFALTE KVALITETER
PE-RØR TIL NODIG-UTFØRELSE
| Rørtyper | Rørmateriale | Sikkerhets-faktor | PE-innføring | Utblokking | Horisontal-boring i løsmasser | Horisontal-boring i fjell |
| |
|
|
|
|||
| Avløps-ledninger (Trykkløse rør) | PE 100 | 1,6 | SDR 17 | SDR 17
(Kappe vurderes) |
SDR 17
(Kappe vurderes) |
SDR 17 |
| Vannledninger (Trykkrør PN 10) | SDR 11
(Kappe vurderes) |
SDR 11 m/kappe |
SDR 11 (Kappe vurderes) | SDR 11 m/kappe |
Tabell 3. Anbefalt minimumskvalitet til PE-rør for NoDig-utførelse.
RØRDELER
Det finnes i hovedsak fire typer rørdeler av PE:
| Type rørdeler | Kommentar |
| Elektrosveisedeler | Tilpasset elektrosveising. |
| Sprøytestøpte deler for elektro- og speilsveising | Har lange ender tilpasset for elektro-sveisedeler, men kan også speilsveises. |
| Sprøytestøpte deler for speilsveising | Har korte ender og skal kun brukes ved speilsveising. |
| Segmentsveiste deler | Håndlagede rørdeler med lange ender. Kan produseres både for speilsveising og elektromuffesveising. |
| Henvisninger: | Utarbeidet: | juni 2010 | Asplan Viak AS | |
| /1/ | NS-EN12201 med nasjonalt forord og tillegg: Rørledninger av plast for vannforsyning – Polyetylen (PE) | Revidert: | desember 2016 | Norsk Rørsenter |
| /2/ | NS 416-1 og -2 Operatører for sveising av rør og rørdeler av PE og PP | /7/ | VA/Miljø-blad nr. 2 Renovering av kum | |
| /3/ | SSTT No-Dig Håndbok (www.sstt.no) | /8/ | VA/Miljø-blad nr. 9 Rørgjennomføring i betongkum | |
| /4/ | Norsk Vann Rapport 158/2008 Termoplastrør i Norge | /9/ | VA/Miljø-blad nr. 90 NoDig-metoder for hovedledninger – Metodeoversikt | |
| /5/ | VA/Miljø-blad nr. 3 Renovering med innføring av kontinuerlige rør | /10/ | PE100+ Association (www.pe100plus.net) |
|
| /6/ | VA/Miljø-blad nr. 11 Kravspesifikasjon for rør av PE materiale | |||